









Транспортные системы от производителяТранспортные системы для порошковой покраски играют очень важную роль и являются типовым модулем при комплексной организации участка. Они позволяют решать сразу несколько задач:
Для серийной продукции подобный подход хорошо отработан и можно выделить несколько наиболее часто реализуемых решений. Во-первых, это перекатные тележки, устанавливаемые на рельсы. Их можно перемещать вручную даже при значительной нагрузке. Использование нескольких тележек позволяет максимально быстро производить загрузку и выгрузку камер полимеризации, если производить комплектацию заранее. Во-вторых, это конвейеры. Даже простейшее исполнение дает возможность организовать практически непрерывный поток – что же говорить про промышленные варианты. Желательно индивидуально подходить к каждой конкретной ситуации, и подбирать оптимальную транспортную систему. Например, количество и вид тележек может быть различным – приспособленным к определенной продукции и циклам её загрузки. Эффективность подобных решений достаточно легко рассчитывается – результатом становится экономическое обоснование. Проработка и монтаж производится с учетом конструкции печей и их объема. Рельсы или направляющие не должны создавать проблем для технологического процесса окрашивания, и лучше все работы доверить профессионалам. Во всех случаях имеются свои аспекты, которые желательно учесть. Обслуживание таких устройств не представляет сложности и может осуществляться собственными силами. Мы предлагаем типовые транспортные системы для порошковой покраски, предназначенные для определенных условий. Наши специалисты помогут с выбором наиболее подходящего варианта и помогут организовать его внедрение. Типы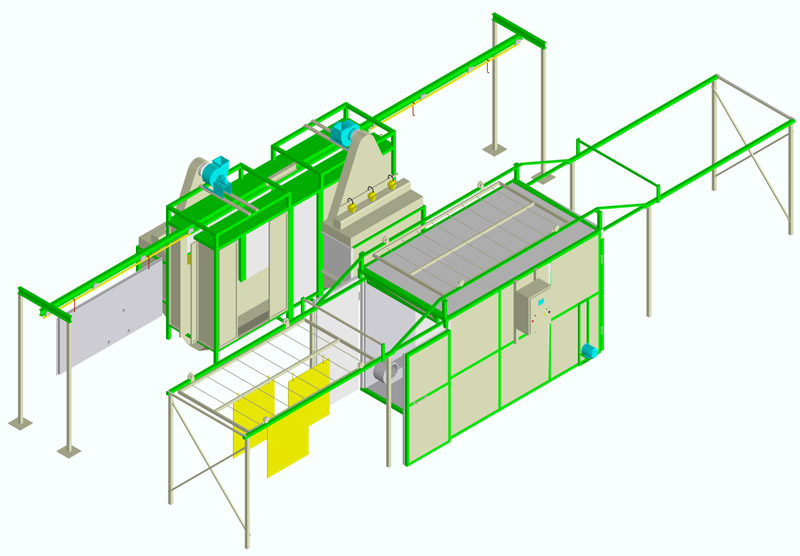
Тип 1. Проходная камера, непрерывного действия проходного типа. Стандартная печь 3000х2000х1600, с тремя тележками и двух постовой камерой напыления. Подобный участок способен выполнять до 25 циклов полимеризации в смену. 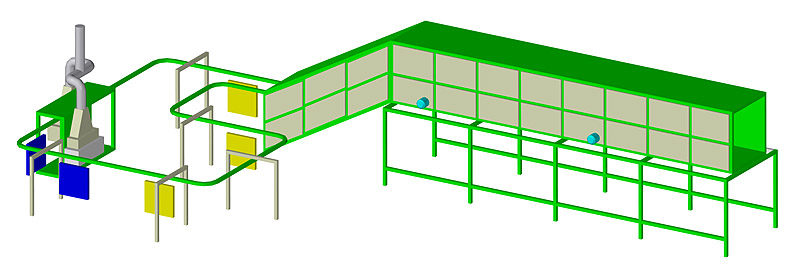
Тип 2. Полуавтоматическая линия. В зависимости от требуемой производственной мощности, скорости конвейера, и т.д. К сожалению в прайс-листе полуавтоматические линии не представлены, поскольку производятся строго индивидуально. 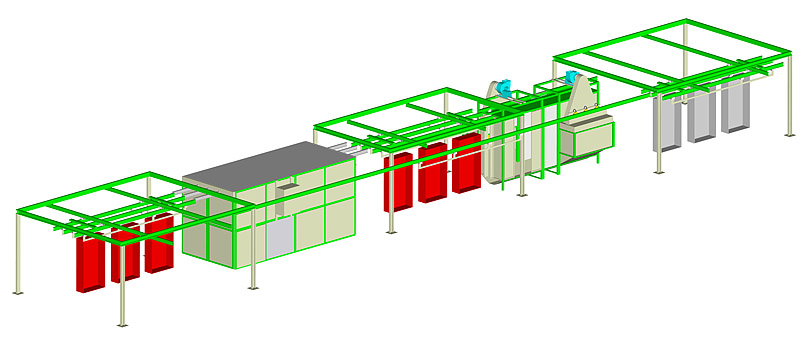
Тип 3. Это транспортная система поперечно-продольного перемещения изделий, удобна для высоко габаритных, тяжелых изделий. 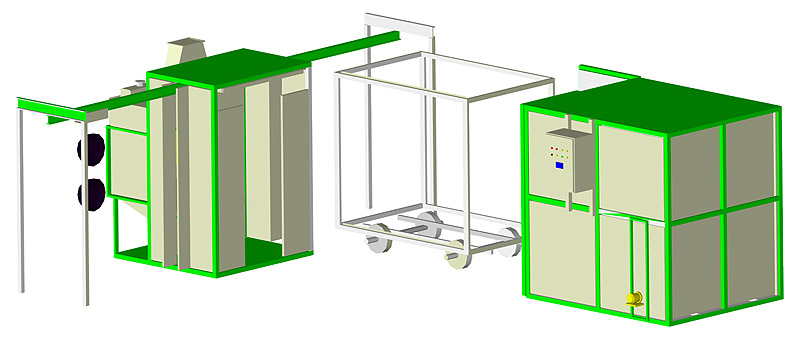
Тип 4. Система перемещения изделий совмещенная: верхние и нижние тележки. Нижние тележки используются для крупногабаритных тяжелых изделий, верхние для мелких и легких деталей.
Хотите заказать транспортную систему?Узнать подробную информацию, условиях оплаты и доставки вы можете по телефонам: |
ООО «ПОТОК» — производство оборудования для порошковой покраски